Cutting tubes is a very common application for a horizontal bandsaw, vertical bandsaw, or multi-blade saw that has some unexpected challenges. If you are cutting tubes of any cross-section, the following tips and suggestions can improve the speed and cut quality of your process.
How A Bandsaw Works
To understand the special considerations of cutting tubes you should first understand how a bandsaw works. A cutting style bandsaw uses teeth to remove chips of material. This results in a slot in the material which the band passes through. Each tooth removes some material, the chips, every time it passes through the workpiece. It is important that the blade has the correct number of teeth for the job. Too few or too many teeth will both result in poor quality or no cut.
 The teeth size is usually referred to by the teeth per inch (TPI). The more teeth there are per inch the smaller each tooth is. As examples, let's look at two extreme cases.
The teeth size is usually referred to by the teeth per inch (TPI). The more teeth there are per inch the smaller each tooth is. As examples, let's look at two extreme cases.
In case one we have a very coarse blade with one tooth per inch cutting a relatively thin piece of material, 1/2 inch thick. In case two we have the opposite, a very fine blade with 24 teeth per inch cutting through a piece of material 1 inch thick.
In case one you can easily imagine that this will be a very rough, ripping cutting action. Depending on how hard the material is you can very easily break off teeth. The resulting cut surfaces will be very rough. So it is clear that too few teeth relative to the workpiece thickness is a bad thing. Case two will also give a poor quality cut, but the cause is more subtle.
Each tooth generates a chip that is carried out of the workpiece in the space between the teeth, called the gullet. When the teeth are small so is the gullet. When you cut through a thick piece of material with a very fine toothed blade the gullet quickly fills up with chips. When the gullet is tightly packed with chips the blade starts to behave like a solid bar of material instead of a cutting blade, as the packed material prevents the teeth from digging into the material. If you try to force the blade into the material it will likely twist and give a crooked cut if it does not break first.
If one tooth touching the workpiece is too few and 24 is generally too many, then we can expect to get a good quality cut from something in between. The ideal number is between 6 and 10, but you can still get good results with more or fewer teeth depending on the material. Some materials such as foam are mostly air, so cutting them produces less volume of chips and you can get away with more teeth touching the workpiece at one time.
Cutting Tubes
So how does this relate to the cutting of tubes? The difficulty with tubes is they have a cross-sectional thickness at different points in the cut. Take for example the following illustration of a round tube 36 inches in diameter with a one-inch wall.
When the blade is at the centerline of the tube you are cutting through one inch of material both at the top and bottom of the tube. However, when the blade is just breaking through the inner wall of the tube it is cutting through almost 12 inches of material. The blade to cut through one inch of material is not necessarily the best blade to cut through 12 inches of material.
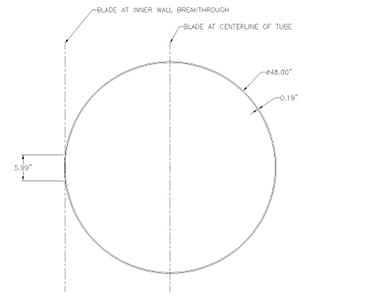
The next case presents an even more difficult example, a round tube 48 inches in diameter with a 3/16 inch wall thickness. As you can see, just before the blade breaks through the inner wall it is engaged in nearly 6 inches of continuous material. When at the centerline of the tube the blade is only touching 3/16 inch thick material at two places. This is a ratio of 32:1 in apparent material thickness. A blade with 16 teeth per inch would have 2 or 3 teeth touching the shell (top or bottom) when cutting through at centerline, which is fewer than normally acceptable, but would have 96 teeth touching the material when breaking through the inner wall, far more than desirable.
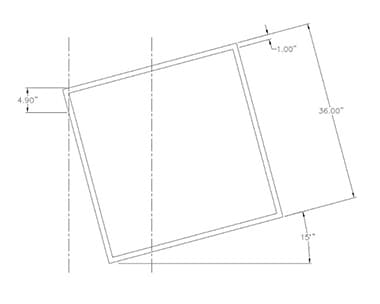
A third case in non-round tubes, such as a simple square cross section. Were you to simply put the square tube on a flat table and try to cut through it then the blade would initially engage the full height of the box, or 36 inches of material. Fortunately this is a relatively easy fix. Tilt the workpiece up by putting a wedge or block of material under one corner of the tube to tilt it up approximately 15 degrees.
When cutting with a knife edge or grit edge blade you run into a related problem. Knife and grit edge blades rely on forcing the blade into the material. It typically takes some pounds of force per inch of blade touching the material to get the blade to cut. If you have twice as thick a workpiece it will take twice as much force to get the same force per linear inch. For example in the case of the 36 inch diameter tube above, at the halfway point of the cut you would need.

Type of Blade to Use
So what blade should you use? Since you cannot change blades in the middle of a cut you are going to have to compromise. If quality of cut edge matters most go for a finer toothed blade. If speed of cut is most important then go with the coarser blade. Make sure you never have fewer than 2, and preferably at least 3 teeth in the cut at any point. Softer materials you can get away with fewer teeth in the workpiece as the softer material is less likely to rip off teeth. So if cutting something with a one-inch wall thickness you should use a blade with at least 3 TPI or 2 TPI if it is a soft material such as plastic. If you are cutting something with a ¼ inch wall thickness then you want a blade with 12 TPI or 8 TPI if it is a soft material.
Send us a message
7505 Prairie Oak Dr. Houston, TX 77086
Phone: 713.864.2545
© 2018 - 2024 Forrest Mfg. Co.
7505 Prairie Oak Dr. Houston, TX 77086 | Phone: 713.864.2545
7505 Prairie Oak Dr. Houston, TX 77086
Phone: 713.864.2545